企业免费推广平台
东莞市东城精创机械厂注塑机螺杆炮筒,双合金螺杆料管,炮筒螺杆维修,PC专用螺杆炮筒,吹膜机螺杆料管炮筒,挤出机螺杆炮筒料管
180****9131
深圳力劲注塑机螺杆炮筒维修,中山力圣吹膜机螺杆炮筒翻新,东莞挤出机螺杆料筒修复,生产工艺详细介绍:
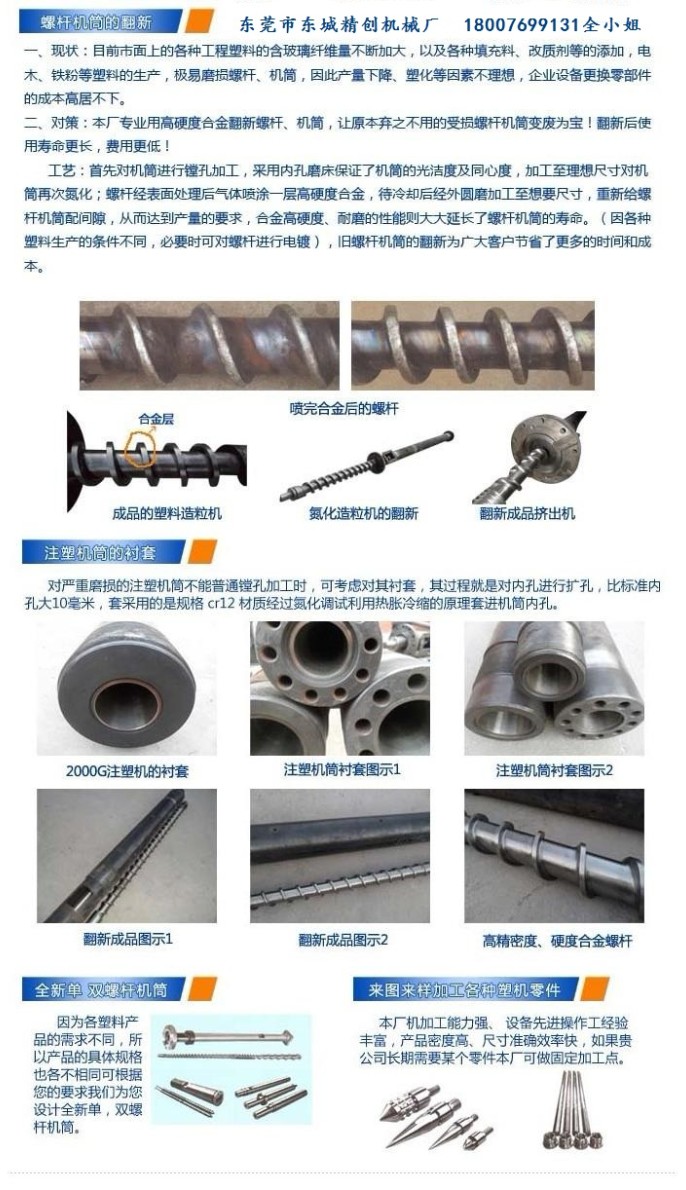
处理工艺:螺杆堆焊进口合金,料筒内磨后氮化热处理或料筒内孔加合金套
关于螺杆料筒翻新的知识
1、螺杆料筒翻新的原理及注意事项
螺杆炮筒用过一段时间后,螺杆的螺棱和料筒的氮化层(做新螺杆时螺杆和料筒都会进行氮化热处理,因而表面会有30--60个丝左右的氮化层)被双向磨损,双方之间间隙增大,导致塑料制品不良不稳定的问题。螺杆翻新就是在旧螺杆上增加螺棱的厚度,*空隙,以达到增加产量的目的。
目前国内主要有三种翻新方式:
(1)电焊:用合金电焊条(20-30元/公斤)电焊
缺点:不耐磨,较易出现虚焊,表面不光滑,会有砂眼,粒料在螺杆会出现停留,导致料会出现黄色小焦块、黑点。
(2)喷焊:用特制的“乙炔—氧气”喷枪喷合金粉(30-50元/公斤)
缺点:不耐磨,有砂眼,合金在喷焊过程中有部分未完全熔化,在用的过程中会出现合金粉随料出来现象,导致料漏气,模头损坏
(3)堆焊:用“乙炔—氧气”将300元/KG进口合金焊条完全熔化在螺杆上
优点:因是熔化,所以无虚焊,砂眼现象。
2、料筒不氮化处理可不可以?
不可以!做新料筒时,料筒都进行过氮化处理,处理后的厚度约有40-50丝左右,当*条螺杆磨损完时,料筒也被磨损了,程度各不相同,但如果产量下降得比较厉害的话,料筒的氮化层不会超过20C(丝),而且每条料筒的氮化层厚度不同,所以有的翻新厂*次做翻新时,可以用到半年以上,但第二次做时,连三个月都用不到,原因在于*次时氮化层还有一点厚度的氮化层,所以还能用到半年以上,翻新第二次时氮化层就完全没有了,所以不经用。料筒是否进行氮化热处理是保证螺杆料筒使用时间长短的关键!有的翻新厂为了节省成本,不对料筒进行氮化热处理!
3、料筒是否氮化热处理如何辨别?
料筒氮化热处理后的颜色会变得灰白色,有质感,不同于做之前的有锈的那种颜色,有的厂骗人用火烧,为纯黑色,无质感,一个料筒*多可以进行4次氮化热处理,因为料筒的铁已经变性,内部结构已改变。由于氮化炉一次开炉要几十件或上百件螺杆料筒才能开炉,所以在机械五金不发达的地方是没有氮化炉的。广东就东莞深圳广州中山顺德才有氮化炉!任何一家做翻新的厂,如果没有对料筒进行氮化处理,*用的时间不如氮化处理的长,如果旧螺杆料筒是*次做翻新,料筒没有进行氮化处理,用的时间就看料筒原来磨损的程度如何!所以没有进行料筒氮化处理的翻新厂做的质量不稳定,有的用得长有的用不长,原因如此!旧料筒材质决定使用时间长短。
4、料筒和螺杆磨损程度是怎么样的?
料筒和螺杆的磨损程度每套螺杆料筒都是不同的。材质不同磨损不同,一般来说,由于螺杆是主动的且摩擦位置是螺棱,螺棱的摩擦面积比料筒的小,所以螺杆的磨损程度要大一些,一般螺杆比炮筒磨损程度为3:1,但如果螺杆的材质硬度远远超过料筒那就是料筒磨损得多些了!
5、为什么有的厂翻新非常便宜?翻新后螺杆料筒能用多长时间?
每个厂定位不同,有的厂定位于靠*低质量迅速取得客户,所以价格非常便宜;有的厂靠质量取得长期客户,成本就高,所以价格相对要高一点,但有一点,一个厂要生存,必须要有利润才能生存,只有错买的没有错卖的,往往报*厂您要考虑清楚是否要选择了!*格是用国产合金,炮筒不氮化热处理,至多用火烧一下骗人!螺杆料筒用进口合金,炮筒氮化热处理翻新的话,做再生料一般至少使用一年以上,至少比以前的使用时间要提高30%以上,我真材实料做的螺杆炮筒均已使用一年半以上了!
深圳力劲注塑机螺杆炮筒维修,中山力圣吹膜机螺杆炮筒翻新,东莞挤出机螺杆料筒修复,定制流程:
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
东莞市东城精创机械厂 Copyright © 商名网营销建站平台 All Rights Reserved.


